在食品饮料行业,板式换热器承担着巴氏杀菌、UHT 灭菌、CIP 回热、糖浆冷却等关键工艺。区别于工业级应用,卫生级板式换热器在材料、密封、结构、清洗方面有更严苛的要求。本文系统介绍卫生级板式换热器的设计要点与典型应用。
一、卫生级设计六大要求
- 材料:介质接触部件必须为 304 或 316L 食品级不锈钢,板片不得有任何镀层或涂层
- 表面粗糙度:介质侧 Ra ≤ 0.8 μm,必要时电解抛光至 Ra ≤ 0.4 μm
- 密封件:采用 FDA 认证的 EPDM 或 NBR,匹配工作温度(EPDM 140 ℃ 高温短时,NBR 含脂肪介质)
- 连接方式:全部采用三夹卡箍(Tri-Clamp)或法兰,不得有螺纹连接
- 排空能力:设备停机后能完全排空、无积液,避免微生物滋生
- 认证:整机通过 3A / CE / FDA 标准,配套材料证书 EN 10204 3.1
二、典型应用场景
乳制品巴氏杀菌
72–75 ℃ / 15–20 s,HTST 工艺。板换分为预热、杀菌、冷却三段,热回收率可达 90% 以上。
- 板片:316L
- 密封:EPDM
- 典型 K:4500 W/(m²·K)
啤酒麦汁冷却
煮沸后的麦汁从 95 ℃ 冷却至发酵温度 8–12 ℃,两端大温差需分段布置,冰水段 ≤ 2 ℃。
- 板片:316L
- 密封:NBR 或 EPDM
- 处理量:10–200 kL/h
果汁瞬时灭菌
果汁 110–130 ℃ / 3–5 s UHT 工艺,要求快热快冷以保留风味。粘度大需用浅波纹板型。
- 板片:316L 或 Hastelloy
- 密封:Viton 或硅胶
- 压降允许值较高
三、卫生级 vs 工业级结构对比
卫生级与工业级最大的差别在于无死角设计。下表从 5 个关键部位对比两类产品:
| 结构部位 | 工业级 | 卫生级 | 差异说明 |
|---|---|---|---|
| 板片波纹深度 | 2.5–4 mm | 2–3 mm | 浅波纹避免藏污 |
| 角孔垫圈 | 双道 | 双道 + 排漏槽 | 串液可视、可预警 |
| 端板接口 | 平焊法兰 | 三夹卡箍 | 无死角、易拆洗 |
| 框架材质 | 碳钢喷塑 | 304 不锈钢 | 耐腐蚀、易清洗 |
| 支撑脚 | 固定式 | 可调节 + 接地 | 排空坡度可调 |
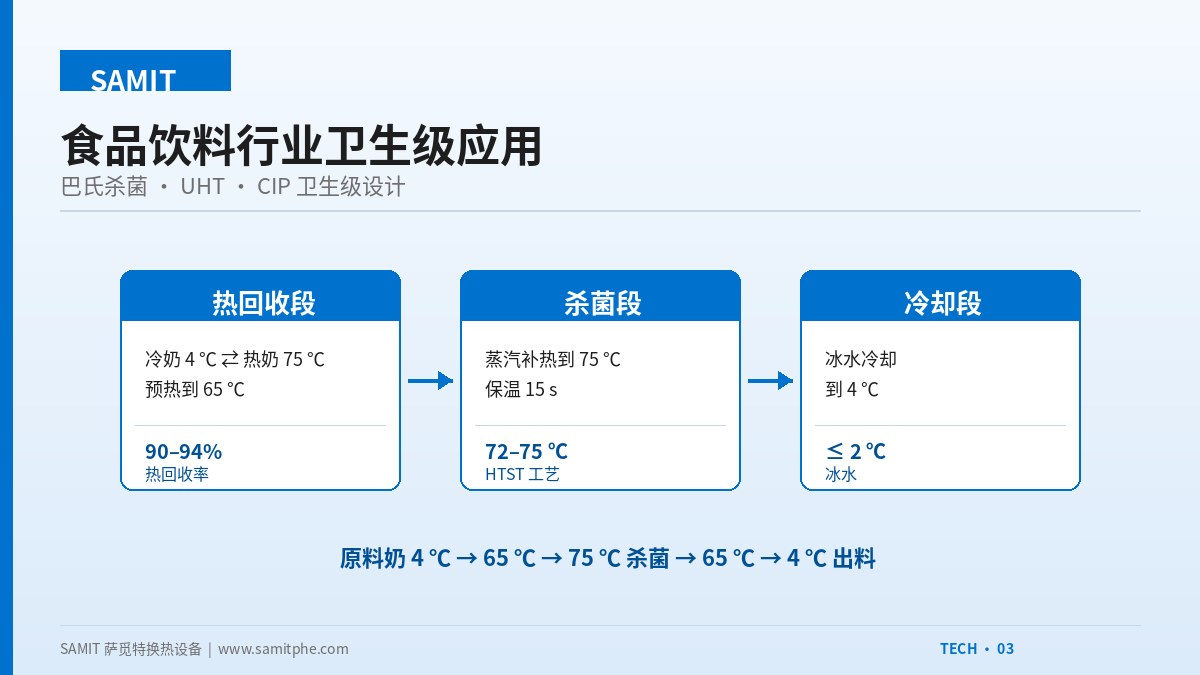
四、巴氏杀菌热回收工艺
乳制品巴氏杀菌的核心节能手段是热回收(regeneration)。冷原料奶(4 ℃)被刚杀菌完的热奶(75 ℃)预热到 65–70 ℃,仅用少量蒸汽补热到杀菌温度。下图是三段式巴氏板换的工艺流程与温度分布:
关键工艺参数:
- 热回收率 ≥ 90%,每提升 1 个百分点年节省蒸汽费用 5–8 万元(按 50 t/d 规模)
- 杀菌段保温保持时间精度 ±0.5 s,由流量控制与板片长度共同保证
- 差异化温度(ΔT)控制:杀菌段冷热端温差 ≤ 3 ℃,避免局部过热
- 全程 24 h 不间断运行,每天 1 次 CIP 自动清洗
选型提示:食品饮料行业板换选型不应只看一次投资。表面粗糙度、密封件寿命、CIP 兼容性、备件标准化程度对 5 年总成本的影响往往超过设备采购价的 3 倍。建议优先选择在国内有现货备件、能 24 h 响应的供应商。
五、总结
卫生级板式换热器是食品饮料生产的核心装备之一。从材料、结构到工艺设计,每个细节都关系到食品安全与运营成本。选对设备、用好 CIP、做好维护,一台卫生级板式换热器可稳定服役 10–15 年,热回收率长期保持在 90% 以上。